Осевое биение это: Осевое биение | это… Что такое Осевое биение?
Содержание
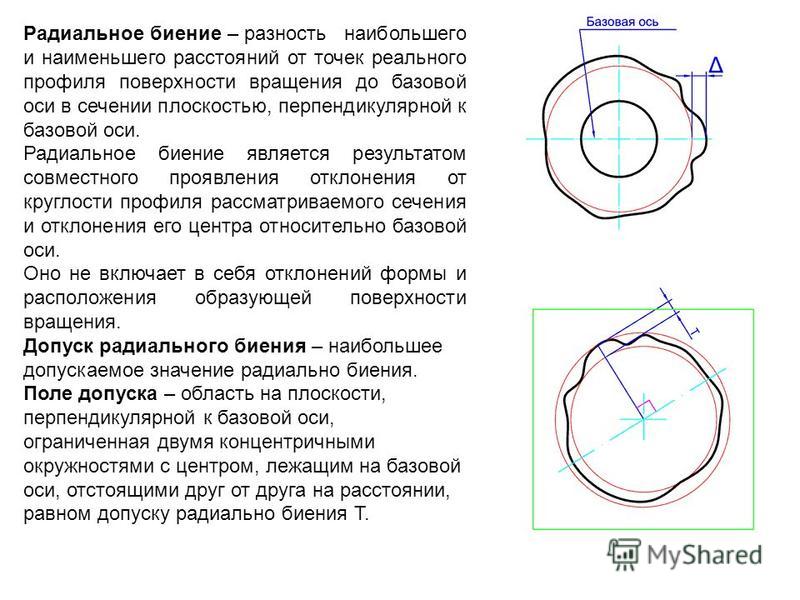
Допуск биения
В процессе изготовления деталей вращения согласно технологическому процессу их изготовление связанно с определённым количеством операций, которые предусматривают переустановку обрабатываемого материала. В ходе смены позиций заготовки из-за погрешности закрепляющих механизмов и других факторов, возникают осевые биения обрабатываемой детали. Допуск биения наносится на чертеже в виде наклонной стрелки и цифрового значения указывающего величину отклонения.
Допуск радиального биения вала относительно оси конуса 0.01мм.
Допуск радиального биения поверхности относительно общей оси поверхностейА и Б 0.1мм.
Допуск радиального биения участка поверхности относительно отверстия
А 0.2мм.
Допуск радиального биения отверстия 0.01мм.
Первая база – поверхность А.
Вторая база – ось поверхности  Допуск торцевого биения относительно тех же баз
Допуск торцевого биения относительно тех же баз 0.016мм.
Допуск торцевого биения на диаметре 20мм
относительно оси А 0.1мм.
Допуск биения конуса относительно оси отверстия A в направлении
перпендикулярном к образующей конуса 0.01 мм.
Коленчатые валы, изготавливаемые для различных двигателей, предназначены для преобразования рабочего движения поршней во вращение главного силового элемента машины. По конструкции валы представляют собой относительно не жёсткую геометрическую форму данного типа детали, которая в свою очередь воспринимает большие переменные нагрузки, вызывающие такие виды допустимых деформаций как кручение и изгиб с последующим возвратом к исходной форме в состоянии покоя.
Не зависимо от назначения двигателя согласно техническим условиям предусматривается необходимая точность выполнения рабочих частей коленчатых валов, таких как коренные и шатунные шейки.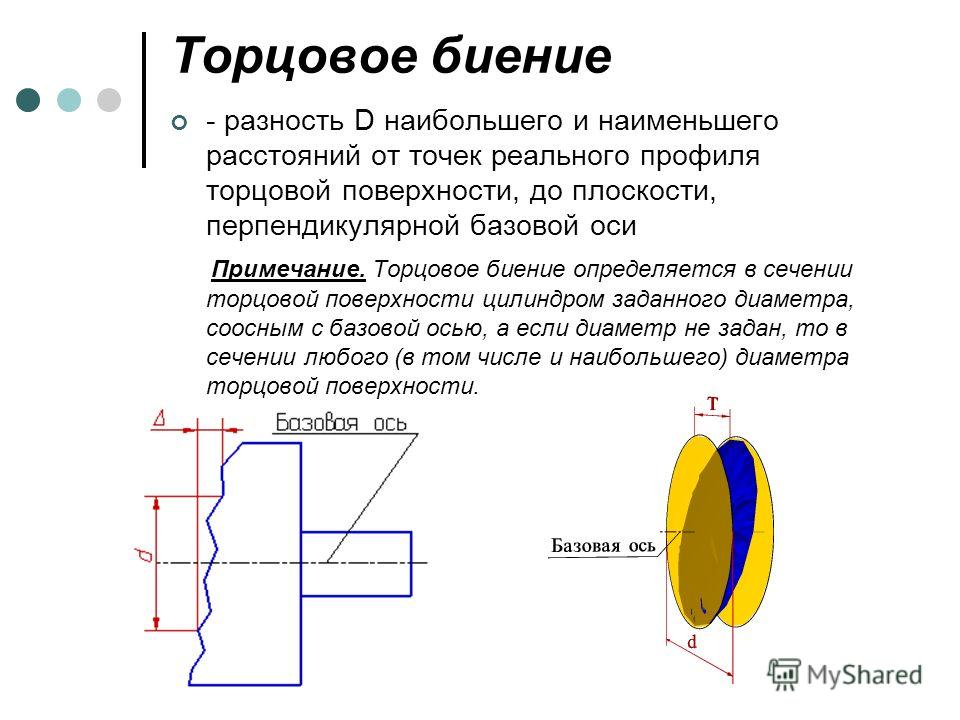 Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около
Цилиндрические поверхности деталей кривошипной шатунной группы являются подвижной частью подшипника скольжения, который работает на масляной плёнке, образующейся между валом и отверстием, поэтому зазор между ними должен составлять около 10 мкм. Обработка шеек коленчатого вала выполняется с точностью отклонений по пятому, шестому квалитету и шероховатостью поверхности не ниже
Допустимые отклонения формы на овальность и конусность, для автомобильных двигателей, находится в пределах от 10 мкм до 5 мкм, при не параллельности осей коренных и шатунных шеек, не более 10 мкм на всей длине для каждой из шеек. Допуски на радиусы элементов коленчатого вала составляют от 50 мкм до 150 мкм. Слишком большие отклонения радиусов галтелей приводят к неравномерности допустимых деформационных процессов, что оказывает отрицательное влияние на работу двигателей.
Так как коленчатые валы, сами являются частью подшипников скольжения, к коренным и шатунным шейкам предъявляются повышенные требования к поверхности в отношении их износостойкости и усталостной прочности, поверхностная твёрдость которых должна составлять около 52 – 62 HRC.
К наиболее важным техническим параметрам относятся параллельность осей, отклонение от круглости, допуски цилиндричности, допуск биения и многое другое.
Контроль параметров коленчатого вала достаточно, ответственный и трудоемкий процесс. Поэтому для контроля разного рода характеристик, применяют специальные приборы и стенды, а так же мерительные устройства с электронной индикацией и специальными датчиками.
ГлавнаяПолезная информацияДисбаланс и биение легкосплавных дисков Дисбаланс и биение легкосплавных дисков При изготовлении легкосплавных дисков присутствует много особенностей, влияющих на дисбаланс. Если для проверки на балансировочном станке для определения дефекта по Российскому стандарту (ГОСТ Р 50511-93) нет допустимой величины дисбаланса, то на практике мы поддерживаем внутренние стандарты производителей колесных дисков. Существует несколько видов биения: радиальное и осевое. Радиальное биение — это отклонение центра относительно базовой оси. Радиальное биение диска не должно превышать (0.7мм). Осевое биение — это биение диска по оси (восьмёрка). Осевое биение диска не должно превышать (1мм). В случае выявления недопустимого биения нового диска составляется акт о заводском дефекте, и диск возвращается производителю для проверки и замены на диск надлежащего качества в соответствии с Российским стандартом ГОСТ Р 50511-93.3. При этом покупатель не несёт никаких затрат за замену на диск надлежащего качества. Также при эксплуатации шин и дисков появляются такие моменты, когда внешние факторы влияют на биение рулевого колеса. Также деформация диска и шины влияет на балансировку, в результате замятия диска и появления грыжи на шине происходит дисбаланс всего колеса и дискомфорт при управлении автомобилем. Дисбалансом также может послужить такой фактор, как неполное прилегание шины к диску при монтаже и последующая неправильная балансировка, это происходит из-за невысокой квалификации работников шиномантажа. Для правильной посадки шины на диск должна использоваться специальная монтажная паста и для полного прилегания бортового кольца шины к ободу диска нужно избыточное давление в шине при монтаже, а также специальное приспособление для монтажа низкопрофильной шины или шины с усиленной боковиной (RunFlat). Как правило в обычном (придорожном Ш/М) работают малоквалифицированные работники и хорошего качества работы можно не ожидать, поэтому мы рекомендуем обращаться в проверенные или известные Ш/М с квалифицированными работниками, потому что многие работники Ш/М даже не знают элементарных обозначений на шине такие как outside (наружняя сторона шины) и inside (внутренняя сторона шины), а также цветные обозначения (красные, жёлтые, зелёные и белые) на борту, которые указывает производитель для удобства монтажа и балансировки, например (жёлтая) точка обозначает самое лёгкое место в шине и её нужно совмещать с вентилем в диске для лучшей оптимизации, а красная точка обозначает самое тяжёлое место в шине и её нужно ставить напротив вентиля в диске, также самые опытные работники Ш/М делают оптимизацию путём прокручивания шины на диске для уменьшения дисбаланса. Также на биение колеса может влиять такой фактор, как неправильный подбор диска к конкретному автомобилю, например несовпадение центрального отверстия диска к вашему автомобилю, что приведёт к смещению диска на оси автомобиля, которое приведёт к биению рулевого колеса, а также к откручиванию крепёжных элементов диска на автомобиле, что может привести к АВАРИИ. Здесь мы привели лишь малую часть того, что может повлиять на дисбаланс и биение легкосплавных дисков, но наши менеджеры помогут вам в квалифицированном подборе и решении проблем с возникающими вопросами. Вернуться к списку статей |
 Это налипание на внутреннюю часть диска (грязи и льда), появляется биение рулевого колеса на скорости (от 80 до 120 км/ч), которое устраняется мойкой колеса и последующей перебалансировкой.
Это налипание на внутреннюю часть диска (грязи и льда), появляется биение рулевого колеса на скорости (от 80 до 120 км/ч), которое устраняется мойкой колеса и последующей перебалансировкой.
Что такое радиальное и осевое биение и как они влияют на поворотные столы?
Вы здесь: Домашняя страница / Часто задаваемые вопросы + основы / Что такое радиальное и осевое биение и как они влияют на поворотные столы и столики?
By Danielle Collins Оставить комментарий
Биение — это размерная спецификация, которая определяет ошибку в движении поверхности, когда она движется относительно базы.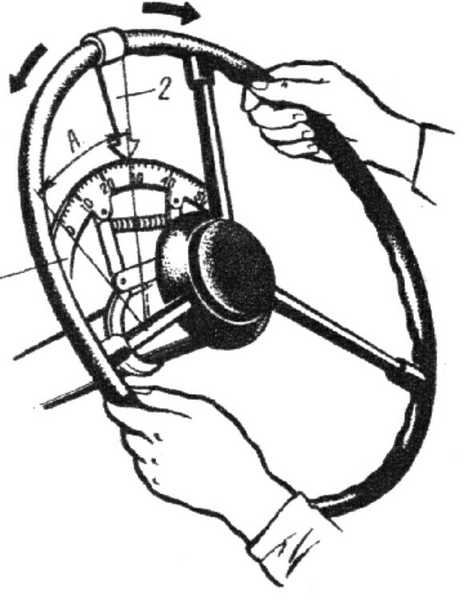 Официальное определение биения с помощью геометрических размеров и допусков (GD&T) применяется к изменению круглого элемента, такого как вал или шпиндель, когда он вращается на 360 градусов, хотя термин «биение» также иногда используется для описания ошибки в линейном перемещении. движения.
Официальное определение биения с помощью геометрических размеров и допусков (GD&T) применяется к изменению круглого элемента, такого как вал или шпиндель, когда он вращается на 360 градусов, хотя термин «биение» также иногда используется для описания ошибки в линейном перемещении. движения.
Радиальное биение
Для поворотного стола радиальное биение можно рассматривать как «округлость» вращения стола. Он определяет горизонтальное движение стола, когда он вращается в горизонтальной плоскости, и иногда его называют боковым перемещением или эксцентриситетом. Хотя на радиальное биение могут влиять различные факторы, подшипники, используемые для поддержки стола, часто вносят наибольший вклад.
Радиальное биение измеряет горизонтальное движение стола, когда он вращается в горизонтальной плоскости.Изображение предоставлено: ETEL
Радиальное биение важно, поскольку оно влияет на возможность центрирования детали на столе. При значительном радиальном биении точка на поверхности детали будет радиально отклоняться от своего предполагаемого положения и приводить к недопустимой угловой ошибке, которую можно рассчитать следующим образом:
При значительном радиальном биении точка на поверхности детали будет радиально отклоняться от своего предполагаемого положения и приводить к недопустимой угловой ошибке, которую можно рассчитать следующим образом:
угловая секунда)
B = выпуск (мм)
D = диаметр детали (мм)
1,296 x 10 6 = преобразование от DEGREES DARC
Аксима. определяет вертикальное движение поверхности стола при его вращении в горизонтальной плоскости. Осевое биение влияет на положение детали в вертикальном направлении. Это важно, потому что, если поверхность детали отклоняется в вертикальном направлении, любое применение, где поверхность является целью, например, метрология, контроль, дозирование или сборка, может быть поставлено под угрозу.
Осевое биение измеряет вертикальное движение стола при его вращении в горизонтальной плоскости.Изображение предоставлено: ETEL
Что такое МДП?
Производители часто указывают значения биения как T. I.R., что обычно означает «общее показание индикатора» или «общее биение индикатора». Хотя термин «T.I.R.» часто используется, не регулируется стандартами ASME или ISO для GD&T, поэтому может иметь несколько значений.
I.R., что обычно означает «общее показание индикатора» или «общее биение индикатора». Хотя термин «T.I.R.» часто используется, не регулируется стандартами ASME или ISO для GD&T, поэтому может иметь несколько значений.
Однако МДП. обычно используется вместо термина «полное биение», которое ASME и ISO определяют как разницу между максимальным и минимальным значениями, измеренными на
Символ полного биения представляет собой двойную стрелку, а символ биения — одинарную стрелку. Если спецификация T.I.R. используется в сочетании с символом двойной стрелки, это указывает на то, что спецификация дана в соответствии с определением полного биения ASME/ISO.
Полное биение задает трехмерную зону допуска вокруг всей вращающейся поверхности.Изображение предоставлено Keyence Corporation Биение применяется к любой плоскости на вращающейся поверхности, независимо от всех других мест на поверхности.

Изображение предоставлено Keyence Corporation
В этой статье от Manufacturing Technology, Inc. отлично объясняется разница между полным биением (которое они называют T.I.R.) и биением.
Колебание — ошибка оси вращения.
Изображение предоставлено Parker
Колебание
В дополнение к радиальному и осевому биению некоторые производители также указывают «колебание» или отклонение по ошибке. В отличие от биения, которое представляет собой отклонение поверхности , колебание представляет собой отклонение оси вращения относительно идеальной оси и выражается в угловых единицах (например, угловых секундах или микрорадианах)
Чтобы изобразить колебание , представьте себе поверхность (например, монтажную поверхность поворотного стола), вращающуюся между двумя параллельными плоскостями. Колебание — это величина, на которую вращающаяся поверхность отклоняется от параллели с верхней и нижней плоскостями.![]()
Рубрики: Часто задаваемые вопросы + основы, Рекомендуемые, Поворотные столы
Объяснение радиального и осевого биения
Назад к блогуТрой Риккарди Продажи/маркетинг
В механической обработке под биением понимаются неточности в инструменте или части оборудования, из-за которых они отклоняются от своей идеальной оси. Биение шпинделя происходит, когда шпиндель больше не вращается вокруг своей предполагаемой оси, что может привести к:
- Неточной регистрации станка
- Проблемы с контролем допуска
- Чрезмерная нагрузка стружки
- Плохая отделка деталей
- Недостаточная стойкость инструмента
Из-за этих рисков рекомендуется регулярно проверять шпиндели на биение и как можно скорее выполнять необходимый ремонт.
Существует два типа биения шпинделя: радиальное и осевое. Оба могут привести к аналогичным проблемам.
Что такое радиальное биение?
Радиальное биение возникает, когда ось вращения отклоняется от центральной оси шпинделя, но остается параллельной. Величина радиального биения будет одинаковой по длине осевой линии.
Величина радиального биения будет одинаковой по длине осевой линии.
Что такое осевое биение?
Осевое биение происходит, когда ось вращения наклонена до некоторой степени относительно главной оси шпинделя, так что ось вращения больше не параллельна главной оси. Величина осевого биения будет варьироваться в зависимости от того, где оно измеряется относительно основания.
Как измерить биение
Шпиндели можно измерять на биение в стационарном (статическом) или рабочем (динамическом) состоянии. Как правило, статические испытания проще и дешевле выполнять, но динамические испытания дадут несколько более точные показания с учетом тепла, вибрации и центробежной силы. Как стационарные, так и динамические испытания можно проводить с использованием нескольких методов, которые подробно описаны в стандартах осей вращения Американского общества инженеров-механиков (ASME B89)..3.4-2010).
С помощью циферблатного индикатора или бесконтактного датчика технические специалисты могут измерить как круговое , так и полное биение .